Commitment to high quality
-
01High Quality
Clarify the grounds for casting conditions to produce high quality (IATF 16949:2016)

-
02High Quality
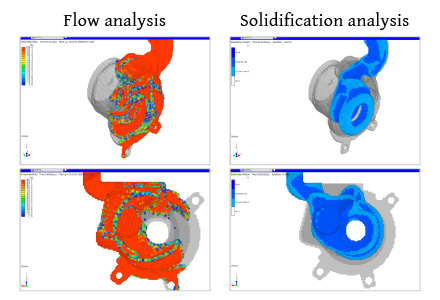
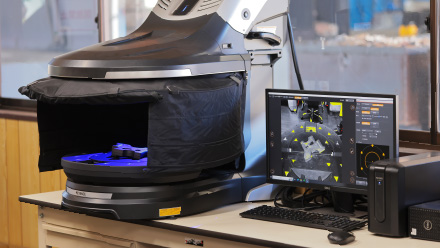
Prove three elements of high-quality castings (materials, porosities, shapes)
-
03High Quality
Record quality for each process to enable to trace.